Food Grade Hoists versus Clean Room Hoists
Andrew T. Litecky
Welcome to The Hoist Guy's Blog, where our resident Hoist Guy, Andrew T. Litecky, shares his knowledge and experience of many years in the overhead material handling industry to discuss the differences between food grade and clean room hoists.
Do you need a Food Grade Hoist or a Clean Room Hoist?
A project architect recently contacted us about an application for which we quoted a clean room hoist. When he mentioned the owner's uncertainty about special features, this threw up a red flag: Do you need a food grade hoist or a clean room hoist?
In the material handling industry, we often use the terms interchangeably, but indeed, there is a big difference in both price and design between a food grade hoist and a clean room hoist.
Food Grade Hoists
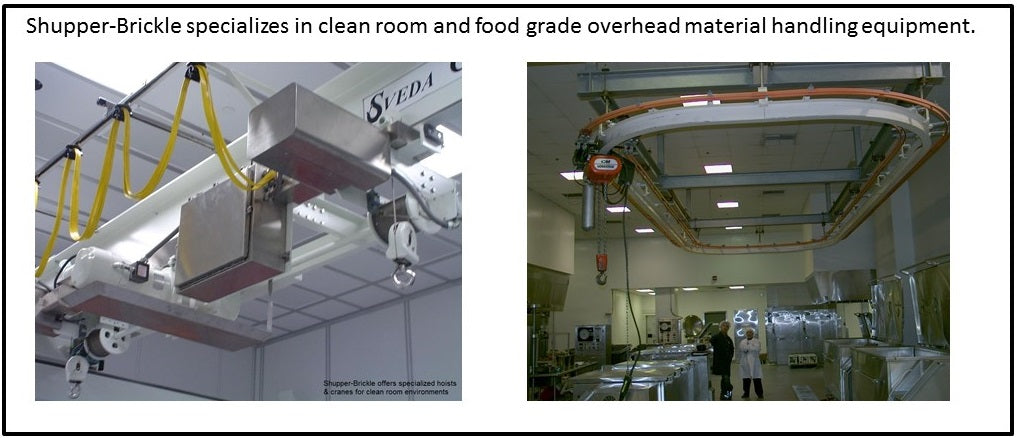
Food grade hoists are designed for clean environments such as commercial kitchens. They're loaded with stainless steel and corrosion-resistant surfaces and intended for use in a room that is regularly sanitized by chemicals and water spray. This equipment uses food grade lubricant, so if the gear case oil drips through a seal, the product is not contaminated. While this type of equipment is suitable for many pharmaceutical applications, there's no design consideration for operating in a real clean room, where everyone entering is gowned and gloved.
Clean Room Hoists
Clean room hoists are really in a different category and usually have a grease-filled, non-vented gear case. They’re designed to work in a clean atmosphere where air is filtered and purified and where the hoist is routinely wiped down to prevent dust buildup. Similar to food grade hoists, clean room hoists have corrosion-resistant features, but they're better suited for a dry, clean area. When this functionality is required, the price tag is higher.
Get the Right Hoist or Crane with Shupper-Brickle Equipment
A clearly defined specification or scope of supply is the best way to get the hoist that is required for the application.
Shupper-Brickle Equipment specializes in both foodservice and clean room applications for overhead material handling equipment. We represent a range of industry manufacturers that build for these markets, including David Round, Electrolift, CM Industrial, and Harrington Hoists. Contact us today for help getting the right hoist for your specific needs.
We also offer a full range of services such as preventative maintenance and OSHA inspections or for OEM spare parts for your clean room hoist.